Was ist Corona Behandlung und wie funktioniert sie!
Oberflächenenergie von Feststoffen und die Notwendigkeit der Oberflächenbehandlung von Polymeren.
Coronabehandlung von kunststoffen: Sehr oft werden Plastikteile mit Metallteilen oder anderen Kunststoffteilen verklebt, oder Kunststoffe bedruckt. Um eine gute Haftung zu erzielen muss der Kleber oder die Tinte das Trägermaterial gut benetzen können. Die Benetzbarkeit hängt von einer speziellen Eigenschaft des Trägermaterials ab: der Oberflächenenergie, oft auch Oberflächenspannung genannt.
Diese wird in mN/m gemessen und hat wesentlichen Einfluss darauf wie gut eine Flüssigkeit das Trägermaterial benetzen kann. Die Benetzbarkeit ist sehr einfach mit dem Randwinkelmessung zu ermitteln. Der Kontaktwinkel ist der Winkel zwischen der Linie vom Kontaktpunkt zur horizontalen Linie. Wenn das Substrat sehr gut benetzbar ist, geht der Kontaktwinkel gen null, bei partieller Benetzbarkeit ermitteln wir einen Kontaktwinkel von 1bis zu 180 Grad und mehr.
Guter und schlechter Benetzbarkeit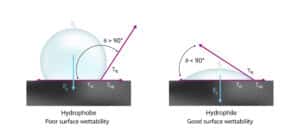
Aus Abb. 1 wird der Unterschied zwischen guter und schlechter Benetzbarkeit ersichtlich. Je größer die Oberflächenenergie des Feststoffsubstrats in bezug auf die Oberflächenspannung der Flüssigkeit ist, desto besser ist die Benetzbarkeit und desto kleiner ist der Kontaktwinkel.
Oberflächenenergie für Feststoffe und die Oberflächenspannung gängiger Flüssigkeiten
Für eine saubere unlösbare Verbindung zwischen einer Flüssigkeit und einer Substratoberfläche sollte die Oberflächenenergie des Substrats die Oberflächenspannung der Flüssigkeit um etwa 2-10 mN/m übersteigen.
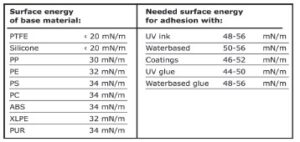
Abb. 2 zeigt die absoluten Werte der Oberflächenenergie für Feststoffe und die Oberflächenspannung gängiger Flüssigkeiten. Die inhärente Oberflächenenergie vieler Kunststoffe, einschließlich Polyethylen und Polypropylen, reicht oft für eine feste Haftverbindung oder das Bedrucken nicht aus.
Diese Werkstoffe haben sehr nützliche Eigenschaften wie chemische Trägheit, einen niedrigen Reibungskoeffizienten, hohe Verschleiß-, Durchschlag- und Reißfestigkeit usw., weisen jedoch aufgrund ihrer niedrigen Oberflächenspannung schlechte Haftungseigenschaften auf.
Mit einer Corona oder Plasma Vorbehandlung kann die Oberflächenenergie des Materials angehoben und können somit Hafteigenschaften verbessert werden. Die einfachste und erfolgreichste Methode der Oberflächenbehandlung basiert auf dem Prinzip der Hochspannungsentladung in Luft.
Klicken Sie hier, um mehr über unsere Plasma Anlagen zu erfahren.
Grundlagen der Hochspannungsentladung in Luft und Ihre Anwendung bei der Oberflächenbehandlung
Bei Vorhandensein einer Hochspannungsentladung zwischen zwei Elektroden beschleunigen und ionisieren die immer in der Luft vorhandenen freien Elektronen.Wenn die Entladung sehr stark ist, führt der Zusammenprall von sehr schnellen Elektronen mit Gasmolekülen zu keinem Verlust an Bewegungsenergie, und es bildet sich eine Elektronenlawine.
Wenn ein Kunstoffteil in der Entladungzone gebracht wird, prallen die in der Entladung erzeugten Elektronen mit zwei- bis dreimal so großer Energien auf die Oberfläche auf, wie sie erforderlich ist, um die molekularen Bindungen an der Oberfläche der meisten Substrate zu trennen.
Diese freien Radikale können beim Vorhandensein von Sauerstoff rasch reagieren, um verschiedene chemische Funktionsgruppen auf der Substratoberfläche zu bilden. Funktionsgruppen, die sich aus dieser Oxidationsreaktion ergeben, tragen am wirksamsten dazu bei, die Oberflächenenergie zu steigern und die chemische Verbindung mit der Harzmatrix zu verbessern.
Diese enthalten Carbonyl- (-C=O-), Carboxyl- (HOOC-), Hydroperoxid- (HOO-) und Hydroxyl- (HO-) Gruppen. Die Oberflächenbehandlung mit Hochspannungsentladung modifiziert nur die Oberflächeneigenschaften, ohne die Volumeneigenschaften des Materials zu beeinträchtigen.
Tantec Oberflächentechnologie
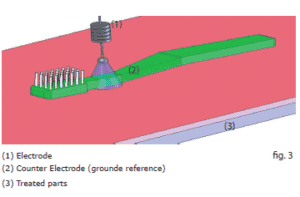
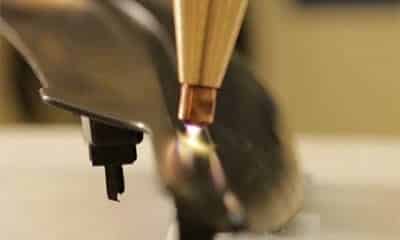
Die dreidimensionale Oberflächenbehandlung von Tantec basiert auf einer hochfrequenten Hochspannungsentladung in der Luft. Dreidimensionale Teile werden einer Entladung zwischen einer Elektrode und Gegenelektrode ausgesetzt (Figur 3). Die Entladung wird durch Erzeugung eines Potentialunterschiedes zwischen den Elektroden aufrecht erhalten. Die Hochspannungsentladung ist nur ein Kriterium für eine wirksame Oberflächenbehandlung.
Eine homogene Behandlung von Teilen, die schnell transportiert werden, erfordern eine sehr leistungsfähige Energieumwandlung von Stromquelle zum Entladungsbereich. Bei der leistungsstarken Energieumwandlung einer Coronaentladung mit Frequenzen von 15-25 KHz oszillieren die Elektronen zwischen den Elektroden.
Es ist erwiesen, dass je höher die Entladungsfrequenz, desto weniger Leistung ist erforderlich um ein vorgegebenes Behandlungsergebnis zu erreichen.
Klicken Sie hier, um mehr über unsere Corona Anlagen zu erfahren.
Mit dieser Oberflächenvorbehandlungsmethode lässt sich auf Hochgeschwindigkeitslinien durch Aufrechterhaltung eines Spannungsunterschiedes zwischen den Elektroden bis zu 80 kV bei Frequenzen über 20 KHz ein einheitliches Ergebnis auf 3-dimensionalen Teilen erzielen. So können Teile mit bis zu 100mm Querschnitt inline behandelt werden, während sie durch die Behandlungsstation laufen.
Eine Tantec Vorbehandlungsstation besteht aus einem Hochfrequenzgenerator, Hochspannungstransformator und Elektrodenstation. Der Generator erzeugt ein Ausgangssignal, dessen Frequenz sich je nach Widerstand automatisch im Bereich von 15-25 KHz anpasst und damit die Behandlungsleistung optimiert. Der Hochspannungstransformator erhöht das Ausgangssignal auf die benötigte Entladungsintensität.
Die Behandlungsstation ist mit mindestens einer Elektrode und einer Gegenelektrode ausgestattet, welche für jede Applikation speziell gefertigt wird.
Folgende Materialen wurden erfolgreich mit Tantec Systemen behandelt:
- Polyethylen (PE)
- Plexiglas (PMMA)
- Polypropylen (PP)
- Teflon (PTFE)
- Polystyrol (PS)
- Polycarbonat (PC)
- EPDM-Gummi
- Polyuhrethan (PUR)
- ABS usw.
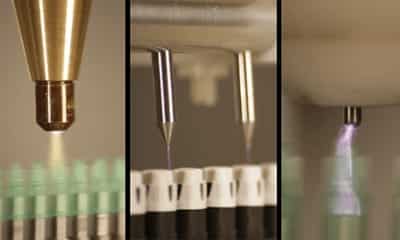
Nachfolgend einige Anwendungsbeispiele:
- Behandlung der Oberflächen bio-medizinischer Mikrotestplatten, Petrischalen und Gewebekulturflaschen zur Erhöhung der Benetzbarkeit zur optimalen Zerfließbarkeit von Flüssigkeiten.
- Behandlung von Spritzenzylindern vor dem Druck der Skalierung.
- Behandlung der Innenfläche von Kanülen vor dem Verkleben um eine einwandfreie Haftung der Nadeln zu gewährleisten.
- Behandlung von elektrischen Kabeln, um die Haftung von Druckfarben und Beschichtungen zu gewährleisten.
- Behandlung von Deckeln chemischer Behälter vor der Aufbringung von Dichtungsmaterial.
Sollten Sie weitere Fragen habe, stehen unsere Experten Ihnen gerne zur Verfügung: Hier klicken, um eine Frage zu stellen.
Lagerungsbeständigkeit behandelter Materialien
Die Lagerungsbeständigkeit von vorbehandelten Materialien kann von Stunden bis hin zu Jahren reichen, je nach Kunststoff, seiner Zusammensetzung, Art der Behandlung und Lagerbedingungen nach der Vorbehandlung. Die Zusammensetzung des Materials ist der wichtigste Faktor. Niederes Molekulargewicht, sowie Komponenten wie Gleithilfen, Antistatikum oder Trennmittel, die an die Oberfläche migrieren haben Einfluß auf das Vorbehandlungsergebnis und die Lagerfähigkeit.
Daher ist angeraten Teile sehr zeitnah nach der Vorbehandlung weiter zu verarbeiten. Sobald die behandelten Teile verklebt, bedruckt oder beschichtet werden ist die Haftverbindung permanent.
Welche Größen können behandelt werden?
Kann ich dreidimensionale Objekte mit Plasma behandeln?
Schicken Sie uns gerne ein Muster und erzählen Sie uns mehr über Ihr Projekt – wird führen dann gerne einen kostenfreien Test mit Ihren Mustern durch und beraten Sie zu möglichen Behandlungslösungen!
Kann man die Behandlung auf bestimmte Bereiche beschränken?
Ist eine in-line Behandlung möglich?
Wie kann man beurteilen, ob eine Plasmabehandlung erfolgreich war?
Industries
DIE MEDIZININDUSTRIE
DIE AUTOMOBILINDUSTRIE

KABEL UND ROHRE
